
非鉄金属の加工について (ニッケル)
- 短納期対応
- 大型機械加工
非鉄金属 ニッケル
非鉄金属は様々な種類に分けることができます。そこで今回はその1つであるニッケルに関した内容をご紹介させていただきます。
>>「非鉄金属」に関するお問合せ・見積依頼はこちら
非鉄金属の加工に関して(ニッケル)
非鉄金属とは、鉄および鉄が主成分である鋼以外のすべての金属を、非鉄金属と言います。代表例は、銅、アルミニウム、亜鉛、鉛、スズ、ニッケル、マグネシウムになります。今回はその中でもニッケルに関して事例を含めてご紹介させていただきます。
ニッケル:レアメタルの一種で単体で使用するよりも、クロムやステンレスなどの金属と組み合わせて合金として扱うことが多い材質です。
ニッケルの特徴と加工のポイントは下記のとおりです。
〇耐食性:大気中から海水まで、幅広く様々な環境下で安定した耐食性を発揮する材質です。そのため、腐食を避ける必要がある、調理器具や化学工場などで広く活用されています。
〇粘着性:ニッケルは粘りが強い材質とされており、加工する際には切り粉が切りにくく、バリが出やすい材質です。そのため、切削加工においては難削材として扱われています。
〇低熱伝導率:材質自体の熱伝導率が低いため、切削加工時に発生する熱が切り粉に伝導しにくく、切削ポイントに熱が集中します。そのため切削工具に対しての熱影響が大きく、工具の消耗が大きくなります。
非鉄金属の加工の事例・実績 (ニッケル)
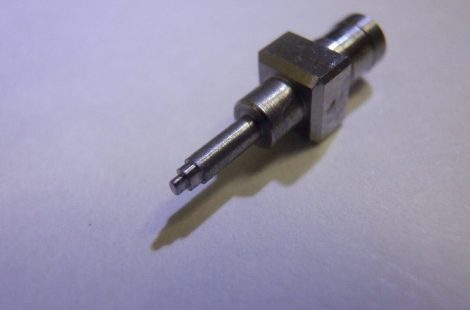
専用治具の丸棒

こちらは、専用治具に使用される丸棒部品です。 外形φ50、長さ194mmの素材にφ22.45mmのガンドリル加工を深さ170mmで実施しました。
材質のSUS304は、オーステナイト系ステンレス鋼であり、主な合金としてクロム18%、ニッケル8%が添加されています。 磁性が無く、マグネットにつかない材質です。また耐食性、強度等が優れているため、難削材の部類に入ります。
BTAガンドリル.COMでは、SUS304のような加工の難しい材質も長年の経験により対応可能です。 ニッケルが添加されたステンレス鋼のガンドリル加工でお困りの際は、是非一度ご相談ください。
非鉄金属の加工に関するよくある質問
Q.片側貫通は可能ですか?
A.基本的には両側貫通にて加工しておりますが孔径と長さによっては、片側貫通可能でございます。 詳細はお問い合わせにてご確認ください。
Q.どこまでの長さが加工可能ですか?
A.自動見積では2000mmまでですが、それ以上もケースによっては加工可能です。 詳しくは、お問い合わせください。
Q.孔径、孔の曲がりの公差はいくつ程度ですか?
A.孔径:±0.2~0.3程度 孔の曲がり:1mにつき1mm程度 ですが、小径の場合は曲がりが大きくなる場合があるため、別途お問い合わせにてご確認ください。
Q.加工面の面粗度はいくつ程度ですか?
A.標準では、Ra=25にて対応しております。
非鉄金属の加工をご検討の際は、メタナビにご相談ください!
非鉄金属の加工などにお困りの方は、メタナビにご相談ください。





