銅加工とは?加工ポイントを解説します
- 非鉄金属

銅加工とは?加工ポイントを解説します
非鉄金属は様々な種類に分けることができます。そこで今回はその1つである銅に関した内容をご紹介させて頂きます。
>>「非鉄金属」に関するお問合せ・見積依頼はこちら
銅加工とは?その特性と基本的な加工方法について
銅加工とは、純銅または銅合金を対象に、機械加工や塑性加工を施し、部品や製品として成形する工程を指します。銅は金属の中でも特に熱伝導性と電気伝導性に優れた素材であり、電子部品や放熱部品、電極、ヒートシンク、工業用熱板など、さまざまな用途で使用されています。
銅の特性と用途
銅の大きな特長は、**高い熱伝導性(約400 W/m・K)と優れた電気伝導性(銀に次ぐ)**です。また、柔らかく延性に富むという性質を持つため、加工が容易と思われがちですが、実際には切削加工において多くの課題が存在します。主な用途は以下の通りです:
- 電気機器の接点部品や端子
- 放熱板やヒートシンク
- 溶着機などの熱媒体
- 真空機器や医療機器用の電極・パーツ
銅加工の基本的な方法
銅はその柔らかさゆえに、切削時にバリが発生しやすく、切粉が工具に絡みやすいという加工上の課題があります。主な加工方法は以下の通りです:
- 旋盤加工/フライス加工:銅板や棒材に対して形状を削り出す
- 放電加工(EDM):高精度が求められる電極加工などに適用
- ガンドリル・BTA加工:長尺・深穴の加工に特化
- 曲げ加工やプレス加工:配電盤やケースなど板材加工時に使用
- ロウ付け・溶接加工:パーツ接合時に実施
銅材の種類
銅加工において使用される素材には以下のような種類があります。
- 純銅(C1100など):高導電性を求める電気用途に使用
- 伸銅材(C1220など):展延加工性が良く、熱板などの用途に使用
- 銅合金(黄銅・青銅・ベリリウム銅など):機械的強度や耐腐食性に優れる
これらの特性と用途を理解したうえで、素材に応じた最適な加工方法を選択することが、銅加工の基本となります。
銅加工が難しいと言われる理由とは?
銅は一般的に「柔らかく加工しやすい金属」と認識されがちですが、実際の加工現場では極めて難しい金属材料の一つとして扱われています。その理由は、銅特有の物理特性に起因する加工トラブルの発生頻度が高いためです。
切削時に発生する「切粉の絡み」問題
銅は延性が高く、加工時に長く繋がった切粉が発生しやすい特徴があります。この切粉は工具に絡みつきやすく、排出が不十分な場合、工具の破損やワークの損傷、加工精度の低下につながります。特に深穴加工や内径加工では、切粉除去が困難になり、安定した加工を実現するために高い技術が必要です。
熱伝導性による工具摩耗と加工精度の課題
銅は非常に熱伝導性が高いため、加工熱がワーク全体にすばやく拡散します。これは一見良好に思われがちですが、実際には工具先端が冷えすぎることで、潤滑不良や摩耗促進の原因となります。これにより、工具寿命の短縮や表面粗さの劣化が発生します。
さらに、銅は熱膨張率も高いため、加工熱により歪みが生じやすく、寸法精度の維持が難しい素材でもあります。
安定した銅加工を実現するためのポイント
銅加工では、切粉処理、熱の影響、工具摩耗、寸法変化など、いくつものリスク要因が絡み合います。これらの課題を克服し、安定した精度と品質で銅加工を行うには、複合的な技術と工夫が不可欠です。
切粉排出を考慮した工具と加工条件の最適化
前述の通り、銅は延性が高く、切粉が繋がりやすい性質があります。安定した切粉排出のためには以下の工夫が必要です。
- 刃先形状の工夫:チップブレーカー付きの工具を使用し、切粉の分断を促進
- 高圧クーラントの使用:内部給油式ガンドリルなどを用いて切粉を押し出す
- 送り速度と回転数の最適化:切削条件を細かく調整し、工具負荷を軽減
特に深穴加工においては、工具内面の排出性と切粉詰まりの回避が命取りになるため、加工機と工具の相性管理が重要です。
熱対策と歪み制御
銅は加工熱がすぐに広がるため、工具の冷却が不十分な場合には摩耗が促進され、逆に冷えすぎると刃先が脆くなるという二律背反の課題を抱えています。このため、
- クーラント温度の制御(過冷却回避)
- 段階加工(多工程に分けて熱を分散)
- 部材クランプ時の応力バランス調整
などが求められます。また、大型ワークでは加工中のたわみや熱変形にも配慮し、設備の剛性確保や温調された加工室での対応が効果的です。
加工設備・技術者の熟練度
銅加工は機械・工具・条件だけでは完結せず、作業者のスキルが品質に直結します。例えば、
- 銅特有の音や切粉の挙動を見極めて微調整できるオペレーター
- 長尺加工時の脱着工程を適切に行うノウハウ
- 再現性の高い治具設計と固定方法
など、設備と人の力が融合してはじめて、**「安定した銅加工」**が成立します。
非鉄金属の加工の事例・実績 (銅)
①溶着機の銅熱板
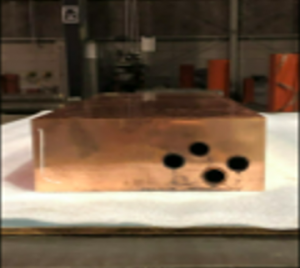
こちらは、溶着機に使用される銅熱板です。材質は伸銅で、70.5×145×415の6F品にφ12のガンドリル穴を深さ390mmに加工しました。
伸銅は加工の際に繋がった切粉が出ます。そのため深穴を加工する際に工具に絡みつき、安定した加工が難しい場合が多々あります。BTA・ガンドリル.COMでは銅合金をはじめとした非鉄金属も豊富な加工経験を活かし、問題なく加工可能です。
非鉄金属の加工に関するよくある質問
Q.片側貫通は可能ですか?
A.基本的には両側貫通にて加工しておりますが孔径と長さによっては、片側貫通可能でございます。 詳細はお問い合わせにてご確認ください。
Q.どこまでの長さが加工可能ですか?
A.自動見積では2000mmまでですが、それ以上もケースによっては加工可能です。 詳しくは、お問い合わせください。
Q.孔径、孔の曲がりの公差はいくつ程度ですか?
A.孔径:±0.2~0.3程度 孔の曲がり:1mにつき1mm程度 ですが、小径の場合は曲がりが大きくなる場合があるため、別途お問い合わせにてご確認ください。
Q.加工面の面粗度はいくつ程度ですか?
A.標準では、Ra=25にて対応しております。
非鉄金属の加工をご検討の際は、メタナビにご相談ください!
非鉄金属の加工などにお困りの方は、メタナビにご相談ください。